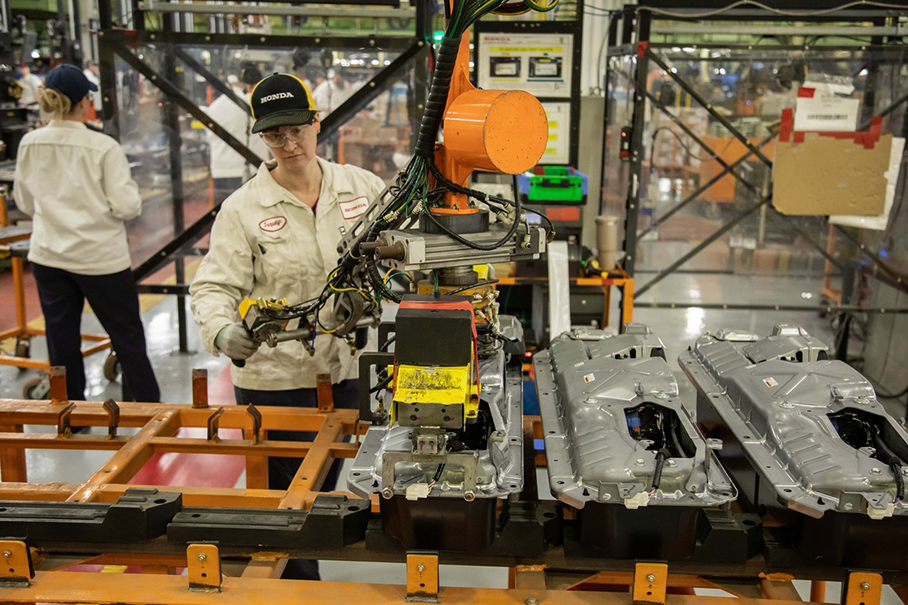
CREDIT: HONDA
Honda has provided a first look at its innovative approach to manufacture electric vehicles (EVs) by late 2025 at the Honda EV Hub in Ohio, detailing the company's flexible approach that positions Honda to build internal combustion engine (ICE), hybrid-electric, and battery electric vehicles on the same production lines. In retooling the Marysville Auto Plant (MAP), East Liberty Auto Plant (ELP), and Anna Engine Plant (AEP), an investment that will reach over $1 billion, Honda has reimagined manufacturing to create a work environment that is more human-friendly and environmentally responsible while achieving the highest levels of quality, efficiency, and value for customers.
"The Honda EV Hub provides Honda with the flexibility to produce ICE, hybrid-electric, and EV models on the same production lines so we can quickly respond to shifting customer needs and market conditions," says Bob Schwyn, senior vice president, Honda Development & Manufacturing of America, LLC. "Beyond adding the capability to produce EVs, we completely reimagined our approach to manufacturing, transforming the Honda production environment with more human-friendly processes and sustainable manufacturing practices."
The Honda EV Hub will begin EV production in late 2025 with the all-new Acura RSX EV followed by Honda EV models based on the Honda 0 SUV and Honda 0 Saloon prototypes the company debuted on January 7 at CES 2025 in Las Vegas. Honda also debuted its original vehicle operating system (OS), the ASIMO OS, for use in Honda 0 Series models.
Honda announced plans to establish the Honda EV Hub in Ohio in October 2022, based on the company's vision to make zero emissions vehicles represent 100% of its vehicle sales by 2040. Honda and LG Energy Solution committed to invest $3.5 billion in a new JV battery facility, L-H Battery Company, with the overall investment projected to reach $4.4 billion. The facility will have an annual capacity of approximately 40GWh, with production scheduled to start in late 2025.
In addition to serving as the starting point for the global production of the new Honda 0 Series EVs, the Honda EV Hub is playing a critical role in developing the knowledge and expertise for EV technology and production to be shared with other Honda plants in North America and globally.

Triple action to zero
Honda engineers have utilized the opportunity of reimagining manufacturing at the Honda EV Hub to implement energy-saving and other environmentally responsible initiatives in line with the company's Triple Action to Zero approach. Triple Action to Zero is a comprehensive strategy aimed at achieving zero environmental impact by 2050, through three critical action areas: carbon neutrality, clean energy, and resource circulation.
All three plants in the Honda EV Hub, MAP, ELP and AEP, play pivotal roles in this initiative and have already begun adopting new processes and equipment to reduce the company's environmental impact.
- Carbon neutrality: Honda is targeting net-zero CO2 emissions from its products and operations by 2050. As part of the retooling of the Honda EV Hub, actions to advance the company toward carbon neutrality include high efficiency melt furnaces installed at AEP that reduce consumption of natural gas. Honda selected the new melt furnaces due to their potential to be modified in the future to plasma arc melting that would further reduce CO2 emissions. New air HVAC handlers, more efficient lighting, and energy-saving equipment were introduced at all plants to reduce the company's carbon footprint.
- Clean energy: The Honda goal to use 100% sustainable and/or carbon-free energy sources is already offsetting more than 60% of the electricity used in its North American manufacturing operations through long-term virtual power purchase agreements (VPPAs) for renewable wind and solar power.
- Resource circulation: Honda aims to utilize 100% sustainable materials by reprocessing products back to raw materials and reusing those materials in the creation of new products. This approach is also applied at the Honda EV Hub. Honda recycles scrap material at all plants, including aluminum at AEP that is melted onsite and reused to make battery cases and engines. Honda also is transforming associate uniforms into sound-absorbing insulation for use in Honda and Acura automobiles.
Honda creates a flexible, sustainable and human-friendly production environment
Honda began auto production in America over 40 years ago at MAP, and the plant is once again serving as a pioneer for the company and the auto industry. Honda has implemented several new technologies at MAP to support flexible manufacturing. This began in December 2023, when MAP, ELP, and AEP began removing equipment and infrastructure to make way for innovation.
Following are highlights of the innovation and transformation at each facility in the Honda EV Hub:
Marysville Auto Plant
MAP consolidated its two production lines, removing much of Line 2 to create the capability to produce EVs on the same line with ICE and hybrid vehicles, as well as other areas of the plant to accommodate the new responsibility as the first Honda plant globally to assemble EV battery packs. This also created more versatile space on the production line for associates to work and enable efficient parts delivery.
- Reconfigured welding operations: Retooling one of MAP’s two weld lines involved installing new weld robots and technology to enable welding EV bodies on the same line with ICE models, while enhancing quality on all vehicles built at MAP. This included changes to secure the EV battery case in the vehicle floor, which required welding side sills to the floor comp just for EV models. MAP also is adding CDC welding for the first time at Honda globally. This technology, added to existing weld robots, will expand the use of lightweight and high-strength materials to enhance collision safety performance and improve electrical efficiency by reducing the body frame weight.
- EV battery pack assembly: Honda engineers renovated an area of the plant to create a workspace for the new role of assembling battery packs for EVs built exclusively at MAP. This process will combine the battery module from the joint venture battery facility, L-H Battery Company, with the battery case megacast at the AEP to create EV battery packs for midsize and large vehicles that will be used for EV production at both MAP and ELP. The battery pack assembly will have the longest automated guided vehicle (AGV) line at Honda.
- EV battery pack installation: A new dedicated area on the production line was established for installation of battery packs into EVs at the MAP. ICE and hybrid vehicles will pass through this new area without stopping, allowing for multi-platform flexibility.
- Hybrid-electric battery assembly: Highlighting the ability to produce multiple vehicle types on one line, a new hybrid battery assembly area was established, moved closer to the installation area on the vehicle assembly line, and expanded to meet the record customer demand for hybrid-electric models.
- Vehicle Quality Department (VQD): The VQD department has evolved and expanded to enhance quality inspections and include more human-friendly functions. This involves new optical aiming station improvements to check the alignment and functioning of new safety and connectivity technologies in EVs and the future software-defined vehicles (SDV). This change accommodates the radar and optical aiming verification required for the new L3 automated driving features on Honda 0 Series vehicles, provides more space for VQD associates and for vehicles, to create an ideal flow to easily conduct quality checks on 100% of the vehicles produced at the plant.
- Upskilling: MAP associates have begun new training programs to prepare for the skills required for EV production, EV battery pack assembly, and quality checks for SDVs, thus maintaining stable employment and a strong team to meet customer demand.
Anna Engine Plant
AEP is adding megacasting of EV battery cases to the long list of components the plant has produced since it began production of motorcycle engines 40 years ago. This history includes engines and engine components, transmissions, camshafts, crankshafts, and high-tech CVT components. The EV Battery Case will serve as the main frame structure for the floor of Honda and Acura EVs.

- High-pressure die casting: AEP has installed six, 6,000-ton high-pressure die cast machines that will megacast EV battery case parts, a mass production first for global Honda. The battery case is much larger than anything Honda has die cast before and is made in two halves, which are welded together at a later process at AEP. This enables Honda to produce cases in two different sizes for midsize and large EVs – with one-half of the case common to each size. The massive presses will offer a new mass production capability, with future flexibility to produce other aluminum parts, such as body frame parts and ICE or hybrid-electric engine components. Installation of the die-cast machines required modifications to the plant, including the placement of pilons 80 feet below the concrete surface of the plant floor to provide a stable foundation for the 31-feet tall machines. The use of high-efficiency natural gas melt furnaces that provide the molten aluminum were made with the potential to modify in the future to plasma arc melting (PAM) to further reduce CO2 emissions. The machines also reduced compressed air usage compared to current AEP melt furnaces and die cast machines used for ICE and hybrid-electric engine production. Honda is also recycling 100% of the scrap aluminum from the process to be re-used in-house for case and engine production.
- Friction stir welding: In another mass production first for global Honda, AEP is using friction stir welding

(FSW) to join the two halves of the aluminum battery case, using an environmentally responsible method to produce high-strength welds that reduces the amount of energy required for welding, and with minimal heat impact on the material. AEP will use the new weld technology both to join the two halves of the battery case (butt joint) and to attach the aluminum water jacket (lap joint) which is stamped at MAP. The water jacket has the critical function of maintaining the optimal battery module temperature to maximize battery efficiency.
- Photogrammetry: To quickly and accurately visually analyze the quality of each battery case, AEP will employ a new multi-camera machine to perform photogrammetry, the science and technology of obtaining reliable analysis of physical objects through the process of recording, measuring, and interpreting photographic images and patterns. AEP will use photogrammetry systems in two locations to achieve 100% quality confirmation. Following the die-cast process, four machines equipped with 90 cameras will visually analyze the part shape to ensure 100% quality of the surface of the battery case surface. After final assembly and prior to shipping of the case to the MAP, two machines equipped with 120 cameras will visually analyze each case to ensure mountability of the case to the vehicle frame at MAP and ELP. Photogrammetry machines were originally utilized by the aviation industry. The quality checks adopt a human-friendly approach that does not require associates to lift or manually check the heavy battery cases.
- Minimum quantity lubrication (MQL) machining process: A machining process was adopted at Honda for the first time for the aluminum battery case that reduces energy use and requires less lubricant to machine parts. This environmentally responsible approach to manufacturing supports a commitment to delivering superior, high-quality products in a sustainable manner. Honda currently uses MQL technology on ferrous parts such as crankshafts.
East Liberty Auto Plant
ELP is also undertaking significant innovation as it prepares for EV production.
- Paint department expansion: A new paint department was built at ELP and engineers utilized the time to strengthen carriers for the heavier EV bodies. The project includes a phosphate and E-coat expansion that is nearing completion. This expansion will allow ELP to achieve a higher quality of paint appearance.
- New Vehicle Quality Department (VQD) building: ELP constructed a new building north of the plant, as the facility did not have space for the expanded department. As at MAP, the new operation includes a new optical aiming station to check the alignment and functioning of new safety and connectivity technologies in EVs and the future SDVs. The new building provides more space for VQD associates and for vehicles, to create an ideal flow to easily conduct quality checks on 100% of the vehicles produced at the plant.
- Assembly department infrastructure improvements: Drop lifts, conveyors, and support beams are all being strengthened and improved to handle the additional weight of heavier EV models and offer the flexibility to produce hybrid-electric and ICE models. Other modifications include a new approach with AGVs on the final assembly line to provide a stronger, larger body carrier for EVs.
- Battery pack mount mezzanine: The battery pack mount mezzanine was created to enable EV models to disengage from the main assembly line for EV battery pack installation. Once the battery pack is installed, EVs will rejoin the existing assembly line to be produced along with ICE and hybrid-electric models.
- Weld changepoints: In addition to making the same changes as the MAP weld department to accommodate EVs, additional changes to weld at ELP include reinforcement and modifications to existing drop lift, transfers, and conveyor systems.
Latest from EV Design & Manufacturing
- Ilika builds successful prototype of 50Ah Goliath electric vehicle battery
- Feed your brain on your lunch break at our upcoming Lunch + Learn!
- Research powers progress of advanced solid-state battery
- Maximize your First Article Inspection efficiency and accuracy
- Electrovaya charges ahead with Jamestown Battery System Assembly operations
- Siemens machine tool digitalization software portfolio now available in United States
- Electroless nickel coatings in electric vehicle applications
- Creaform introduces 3D measurement platform and metrology suite